Process
We manufacture products
that are comfortable for people and friendly to the earth








Organic cotton
The schedule of producing cotton is the same as rice. They are planted from June to July, the beginning of the rainy season, and harvested from December to January. The harvested cottons are carried to the spinning village, then sun-dried for few days, and separated into seeds and cotton. For sorting, we use a manual sowing machine so that no broken seeds remain in cotton. The two-thirds of them would be cotton seeds, but we save them for the next year's seeding.
We then remove trash and impurities from the cotton and scutching them in order to uniformly contain air. We used to do this all by using hand with bows, arrows and baskets before, but as the labor cost is too high with this method, we sometimes use a machine for this process these days. We make the scutched cotton into a stick shape and transferred to traditional yarn spinning machines, then the yarns are spun by hand.







Plant dye
We use local plants for dying. Depending on the color we want, we use different methods which are “cold water dyeing” and “hot water dyeing” to dye the skein threads and clothes.
In case the dye material are mainly tree trunks, we use “hot water dyeing” in which we boil and dye. The common method of plant dyeing is as follows. First we harvest raw materials at the time when the pigment of the plant is the most frequent. Then we mince them in order to take out clear color. After that we soak them overnight with lime, then decoct.
We then filter the boiled dye, put threads in a warm dye liquor and swim them in order to uniformly dye the color. Depending on the color to be dyed, we subtilize mordants such as ash-mordant, iron mordant, mud-mordant to fix the dyes. We then dry the dyed yarn in the shade to fix the color.






Aizome (Traditional Japanese Indigo Dye)
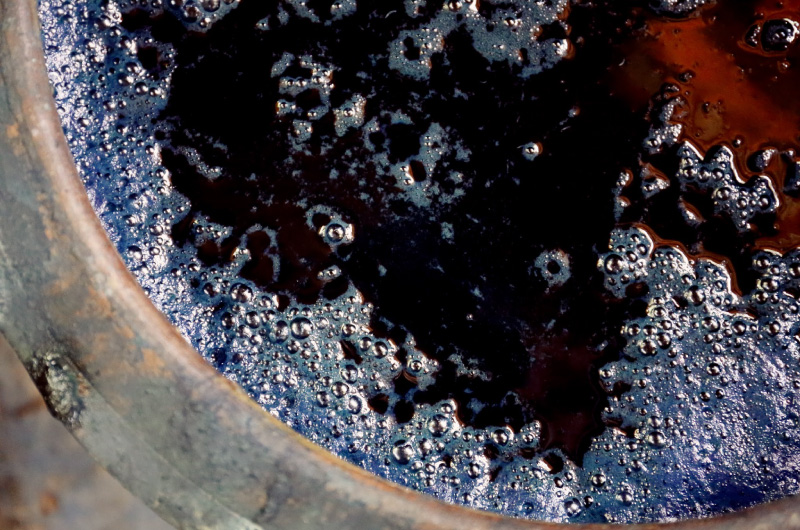
“Sukumo”, the pigment derived from the indigo plants, is fermented in a special bottle called indigo vat. The dye has to be frequently stirred every day so that it is exposed to the air and nutrition. It then becomes ready for the dyeing. The indigo made with our great care has a vivid blue and yellow color and have a distinct aroma of indigo.
Immediately after dyeing, the fabric would be unique color that is neither green and indigo, but it changes to indigo hue by being exposed to the air, and the color would settle. The more you soak the darker the color gets. The condition of the vat and the weather would also affect the condition of dyeing.
We exclusively use the indigo plants raised by villagers to dye our brand products. We would never use powder indigo or chemicals for stabilizing color.







Ebony dye
We immerse ebony fruits in water for one year and crush the fermented fruits to dye. Each time you repeat the process of dyeing and sun-drying, the color would change from gray to brown to black.








Weaving cloth
We prepare the warp threads considering the weave pattern and length.
We need about 1,720 warp yarns to weave a fabric with a weaving machine of 1 meter width, and about 4,000 yarns for a 2.4 meter width weaving machine. There are innumerable patterns you can weave with 2 to 12 warp arrangements. The arrangement would almost determines the pattern of the finished fabric, so the process of deciding the arrangement is very important.
For our brand's towel, we use the 4 warp threads arrangement. Before weaving cloth with a weaving machine, we all need to manually work on warp threads and weft threads, which requires time and technology.
Hand-woven fabrics are woven carefully and slowly. The speed is about tenth part of the machine weaving.